-40%





CUSTOM PIVOT PIN for Crosman 1377, 1322, 1300KT, 2289G, PC77, P1377, P1322
$ 7.55
- Description
- Size Guide
Description
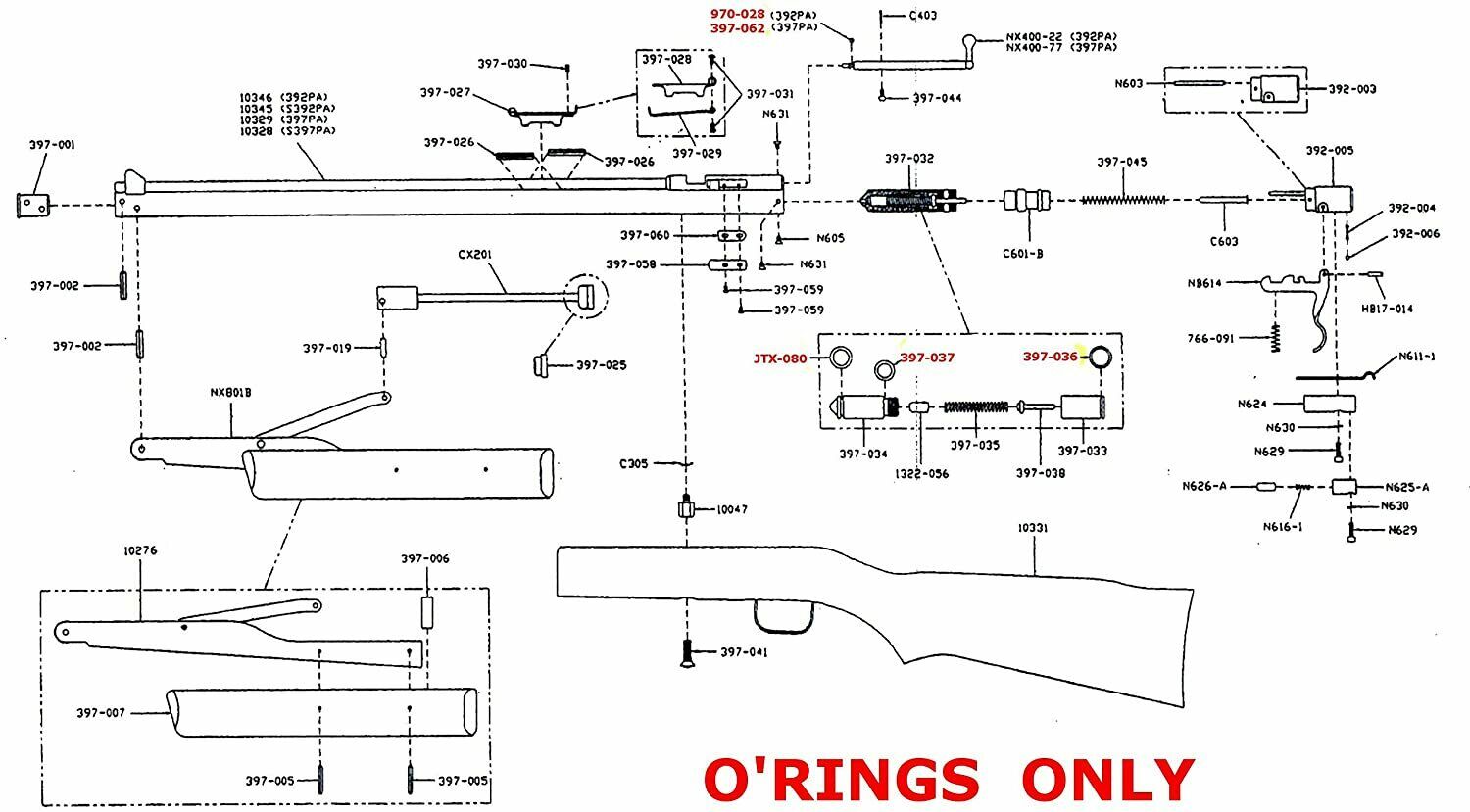
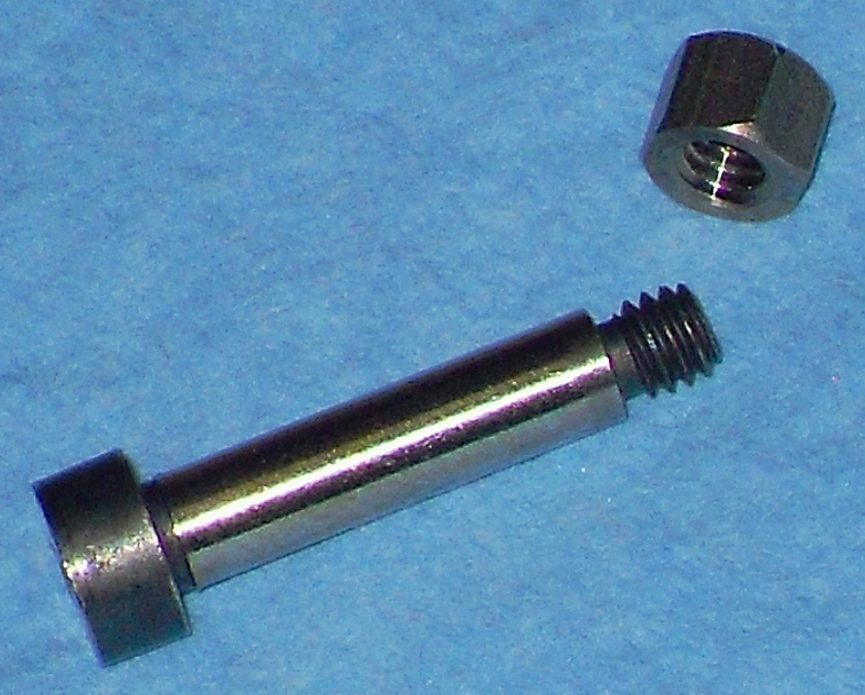
IMPORTANT : Some tubes have the pivot-pin holes further back than others. This can cause the holes in the barrel band to be out of alignment with the holes in the tube. The easiest way to fix this is to simply file the front of the tube back slightly until the holes align. This is very easy to do, only a few file strokes are needed in most cases. Be very careful to keep filings out of the tube where they can cause damage to the seals.This pin is made of super-strong grade 12.9 alloy steel with a stainless steel nut.
It fits a 3/32" hex wrench and 1/4" wrench or socket which is not included.
The socket head has a black oxide finish, the pin is polished with no oxide.
It
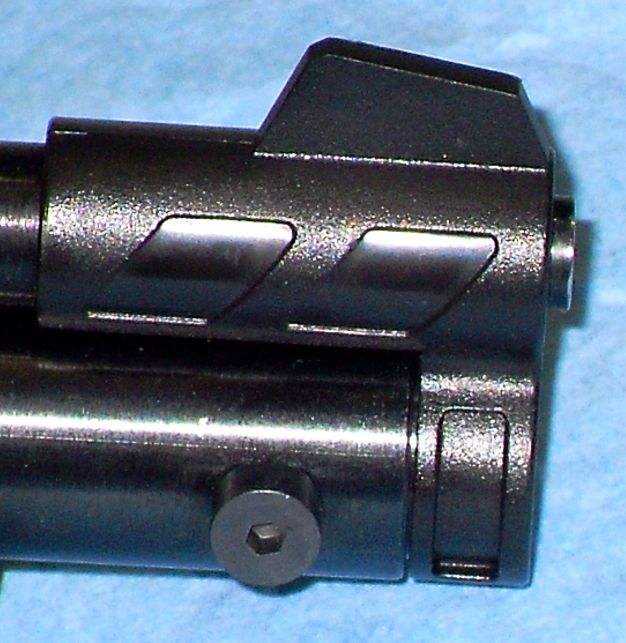
has a shoulder that stops the nut at 3/4" which is the same as the outside tube diameter. This prevents the front of the tube from expanding when force is applied to the pump lever and also prevents over-compressing the front of the tube. This is the strongest and most stable pin design in the industry.
The hole in the tube is 3/16" slip-fit on one side, usually the left, and 3/16" press-fit on the other side. This custom solid pin requires a 3/16" slip-fit on both sides.
A standard 3/16" drill bit can be used to enlarge the hole to the correct size.
The hole on one side (generally the left) is usually large enough to fit the drill bit into. Inserting the bit through the larger hole to line it up straight with the smaller hole helps to keep them aligned correctly.
The sharp edges of the holes inside the tube should be deburred after to avoid the valve and piston seals from being cut during assembly. This can be done easily with a small round hobby file or a small piece of 300-400 grit sandpaper rolled tightly into a tube to use as a file. Insert the file through the outside of the hole at an angle and file lightly around the entire diameter until the edge is dull. Do not remove a lot of metal, just enough to dull the sharp edge.
This listing is for one pivot pin with nut. Other parts shown for reference only.